Beläggningsinformation
I den här boxen anger du uppgifter som ligger till grund för beläggningsplanering av egna produktionsgrupper, dvs. om den är av typen maskin, manuellt arbete eller pool. Är gruppen av typen lego anger du i stället uppgifter som ligger till grund för planering av lego samt uppgifter för legoinköp.
Tidsprecision
Fältet visas om systeminställningen Möjliggör timplanering på produktionsgrupp är vald. Det är då möjligt att via Byt tidsprecision  ändra Dagplanering
ändra Dagplanering![]() Dagplanering används när man INTE har timplanering. Det betyder att alla operationer är planerade mot ett datum och inte mot ett specifikt klockslag på ett datum. till Timplanering
Dagplanering används när man INTE har timplanering. Det betyder att alla operationer är planerade mot ett datum och inte mot ett specifikt klockslag på ett datum. till Timplanering![]() Med timplanering menas att planering på produktionsgrupp görs per timme och aktiveras med en systeminställning. Period anges då som datum och klockslag. Beläggning kan ses per timme. eller Kapacitet via schema (gäller ej produktionsgrupper av typen Lego). För timplaneringen och kapacitet via schema måste du ange den schemacykel som ska gälla som schema. Detta gör du i fliken Scheman som blir tillgänglig när tidsprecisionen ändras.
Med timplanering menas att planering på produktionsgrupp görs per timme och aktiveras med en systeminställning. Period anges då som datum och klockslag. Beläggning kan ses per timme. eller Kapacitet via schema (gäller ej produktionsgrupper av typen Lego). För timplaneringen och kapacitet via schema måste du ange den schemacykel som ska gälla som schema. Detta gör du i fliken Scheman som blir tillgänglig när tidsprecisionen ändras.
Du kan ange olika kötid. För tidsprecision Kapacitet via schema och Timplanering kan kötiden i timmar anges med två decimaler. Om Kapacitet via schema eller Timplanering är valda och har minst två ködagar kan du aktivera att kötiden till heldag ska avrundas. Då blir orderläggningen mer lik som den fungerar med dagplanering. Utan denna inställning får du en förkortad genomloppstid på order som är lagda med timplanering.
Dagplanering innebär att du endast kan ange kapaciteten i form av grundtid och tillgänglighetsfaktor på produktionsgrupp. Om du byter från dagplaneringen och sparar kommer alla tillverkningsorder vars aktuella produktionsgrupps operationer har resterande antal att omplaneras. En lista på alla omplanerade order visas.
Det enda som skiljer timplaneringen från kapacitet via schema är att ett klockslag visas för timplaneringen på operationerna i exempelvis Körplanering och Orderfråga. Samma kapacitetsberäkning används för de två tidsprecisionerna.
Antal maskiner
Maskin. Det talar om hur många maskiner (planeringsenheter) det finns i produktionsgruppen. Förvalt är det en maskin. Denna information används vid beräkning av produktionsgruppens totala kapacitet.
Antal personer
Manuellt arbete. Styr hur många personer (planeringsenheter) det finns i produktionsgruppen. Förvalt är det en person. Denna information används vid beräkning av produktionsgruppens totala kapacitet.
Bredvid fältet finns en knapp  som visar vilka personer som är kopplade till produktionsgruppen och därmed bidrar med kapacitet och tillgänglighet. Personer kopplas till produktionsgruppen med kryssrutan Kapacitet för i sektionen Inställningar för Starta arbete i rutinen Personalregister – Tidrapportering. Där anges även varje persons Tillgänglighet i procent för produktionsgruppen.
som visar vilka personer som är kopplade till produktionsgruppen och därmed bidrar med kapacitet och tillgänglighet. Personer kopplas till produktionsgruppen med kryssrutan Kapacitet för i sektionen Inställningar för Starta arbete i rutinen Personalregister – Tidrapportering. Där anges även varje persons Tillgänglighet i procent för produktionsgruppen.
När det finns en eller flera personer kopplade till produktionsgruppen som Kapacitet för via personalregistret går fältet Antal personer inte att editera. I dessa fall beräknas produktionsgruppens totala kapacitet som: produktionsgruppens grundtid x personens tillgänglighet. Även varje persons planerade frånvaro vägs in i kapacitetsberäkningen.
Antal maskiner per order/Antal personer per order
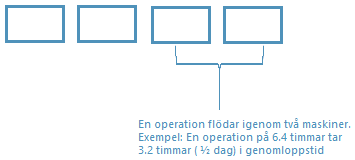
Maskin och Manuellt arbete. Antal maskiner/personer per order i produktionsgruppen kan anges. För produktionsgruppen delas en operation upp i det antal maskiner/personer du anger. Antal maskiner/personer påverkar genomloppstiden, om t.ex. produktionsgruppen har två maskiner och du anger två maskiner så halveras genomloppstiden jämfört med en maskin eftersom de två maskinerna delar på antalet att tillverka i operationen. En maskin är förvald. Decimaltal går att ange. Se bildexempel nedan där antal maskiner är fyra och antal maskiner per order är två.
Om du här anger ett större antal än det antal maskiner eller personer som är angivna i fältet ovan visas en varning  , då det inte är den normala tillämpningen. Du kan dock ange ett större antal maskiner/personer per order än antal maskiner/personer i gruppen. Det kan t.ex. utnyttjas för en produktionsgrupp som inte används dagligen eller bara några få timmar per dag (dess Grundtid < 8 timmar/dag).
, då det inte är den normala tillämpningen. Du kan dock ange ett större antal maskiner/personer per order än antal maskiner/personer i gruppen. Det kan t.ex. utnyttjas för en produktionsgrupp som inte används dagligen eller bara några få timmar per dag (dess Grundtid < 8 timmar/dag).
Tillgänglighetsfaktor
Detta fält multipliceras med grundtidens värde för att ge kapaciteten för produktionsgruppen. Vid dagplanering kan du ange ett valfritt värde i grundtid, men vid Timplanering eller Kapacitet via schema så finns inte den möjligheten och då bör detta fält beaktas. Kapaciteten som baseras på schemacykeln genererar en bruttokapacitet. Men den är för hög för att basera beläggningsplanering på. Om produktionsgruppen har schematid åtta timmar så är bruttokapaciteten åtta timmar per dag. Men normalt sett så blir det inte åtta timmar effektiv arbetstid per dag, utan något lägre. Tillgänglighetsfaktorn reducerar bruttokapaciteten till en nettokapacitet som beläggningsplaneringen sen baseras på. Förvalt värde är 80 % när du skapar en ny produktionsgrupp. Värdet måste vara över 0 %. Tillgänglighetsfaktorn slår lika över hela dygnet.
Grundtid (Grundtid förkalkyl)
Grundtid för produktionsgruppen. Om produktionsgruppen har Dagplanering som tidsprecision används grundtid x antal maskiner, för att räkna ut produktionsgruppens kapacitet. Förvalt är grundtiden åtta timmar per dag. Om produktionsgruppen har tidsprecision Kapacitet via schema eller Timplanering, används schemat istället för grundtid i beräkningen av produktionsgruppens kapacitet. I det fallet avser grundtid bara ett underlag till förkalkyler för beräkning av genomloppstider och ledtider i olika tillverkningsorder. Inställningen heter då Grundtid förkalkyl.
Kalender
För produktionsgrupp som har dagplanering går det att välja vilken kalender som ska gälla. För produktionsgrupper med Tidsprecision Timplanering och Kapacitet via schema så väljer du istället kalender i fliken Scheman.
Observera att eventuella undantag överstyr kapacitet angiven via kalender.
Kötid
Kötid![]() Kötid är den tid som läggs in som glapp mellan 2 operationer när en tillverkningsorder skapas. Det anges oftast i enheten dagar, där 1 betyder att resten av påbörjad dag blir glapp. 2 betyder att resen av påbörjad dag plus 1 hel dag blir glapp. För produktionsgrupp med timplanering så anges istället kötiden i timmar. Angiven kötid läggs in före den operation som har ett värde angivet. används i ledtidsberäkning vid tillverkningsorderregistrering. Kötiden påverkar "glappet" mellan färdig på föregående operation och start på produktionsgruppens operation. Kötiden anges alltid i hela arbetsdagar vid dagplanering. Om kapacitet via schema eller timplanering används så går det att ange kötid i timmar med två decimaler. Det är dock inte hela arbetsdagar eller hela timmar i glappet, se nedanstående exempel:
Kötid är den tid som läggs in som glapp mellan 2 operationer när en tillverkningsorder skapas. Det anges oftast i enheten dagar, där 1 betyder att resten av påbörjad dag blir glapp. 2 betyder att resen av påbörjad dag plus 1 hel dag blir glapp. För produktionsgrupp med timplanering så anges istället kötiden i timmar. Angiven kötid läggs in före den operation som har ett värde angivet. används i ledtidsberäkning vid tillverkningsorderregistrering. Kötiden påverkar "glappet" mellan färdig på föregående operation och start på produktionsgruppens operation. Kötiden anges alltid i hela arbetsdagar vid dagplanering. Om kapacitet via schema eller timplanering används så går det att ange kötid i timmar med två decimaler. Det är dock inte hela arbetsdagar eller hela timmar i glappet, se nedanstående exempel:
- Kötid 2 arbetsdagar – om föregående operation blir klar exempelvis under måndagen så startar produktionsgruppens operation under onsdagen.
- Kötid 2 timmar – om föregående operation blir klar exempelvis kl 09.20 så startar produktionsgruppens operation kl. 11.20.
Ledtiden (L) beräknas för en operation som: L = kötid + ställtid + antal x stycktid.
Kötiden är den viktigaste informationen under rubriken Beläggningsinformation på produktionsgrupp, för att kunna ta systemet i drift. Om du inte anger en kötid kommer förmodligen ledtiden att vara betydligt kortare än den är i verkligheten, vilket innebär att beläggning och materialbehov inte visas under rimlig tidsperiod.
Vid strukturorder påverkar även kötiden vilken färdigtidpunkt som ingående artikel i strukturordern ska få.
Avrunda kötid till heldag
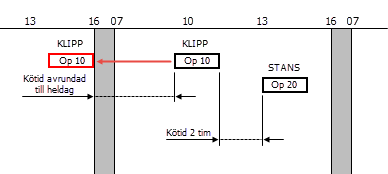
Aktiveras denna inställning så förlängs kötiden så att föregående operation hamnar på föregående dag. I bildexemplet är det två timmars kötid på produktionsgrupp STANS i operation 20. Om inställningen Avrunda kötid till heldag är aktiverad på produktionsgrupp STANS, så hamnar produktionsgrupp KLIPPs operation 10 på dagen före med färdigtidpunkt vid arbetsdagens slut.
Simuleringsfaktor
Beläggningssituationen simuleras med hänsyn tagen till denna faktor. Förvalt värde är 100 %. Beläggningen delas med simuleringsfaktorn. Om simuleringsfaktorn är 80 % så ökar beläggningen med 25 %, dvs. beläggning / 0.8.
Bemanningsfaktor styck och ställ
Maskin och Pool. Bemanningsfaktor är hur stor del av driftstiden som maskinen bemannas. Bemanningsfaktor kan du ange för styck- och ställtid. Mantiden räknas ut som stycktid x bemanningsfaktor styck + ställtid x bemanningsfaktor ställ.
T.ex. för två produktionsgrupper som är automatiserade och som betjänas av en person anges 50 % för varje produktionsgrupp. 30 timmars beläggning i en vecka för båda produktionsgrupperna ger behov på 60 timmar total maskintid, men behov på 30 mantimmar.
I rutinerna Beläggningsplan och Körplanslista, kan det för flera produktionsgrupper vara av värde att kunna beräkna med mantid. Då räknas beläggningstimmar om till hur mycket mantimmar som behövs.


